
 Ashwin More
Ashwin More- Posted on
- No Comments
If you’ve dipped your toes into the world of Lean Six Sigma, you’ve probably encountered terms like Cp and Pp when discussing process capability.
Understanding these concepts is crucial to ensuring your processes are running at their best.
Let’s demystify Cp and Pp for you and help you grasp their significance in process improvement.
Imagine you’re a chef crafting a delicious dish.
Your kitchen is your process, and the ingredients are your inputs.
Your goal is to consistently serve up a mouthwatering meal every time.
Cp and Pp are like the measuring spoons you use to gauge your cooking skills.
Cp: The Chef’s Precision
Cp stands for “Process Capability.”
Think of it as a measure of how well your process can produce products or deliver services within the defined specifications.
Cp takes into account the spread or variation of your output and compares it to your tolerance limits.
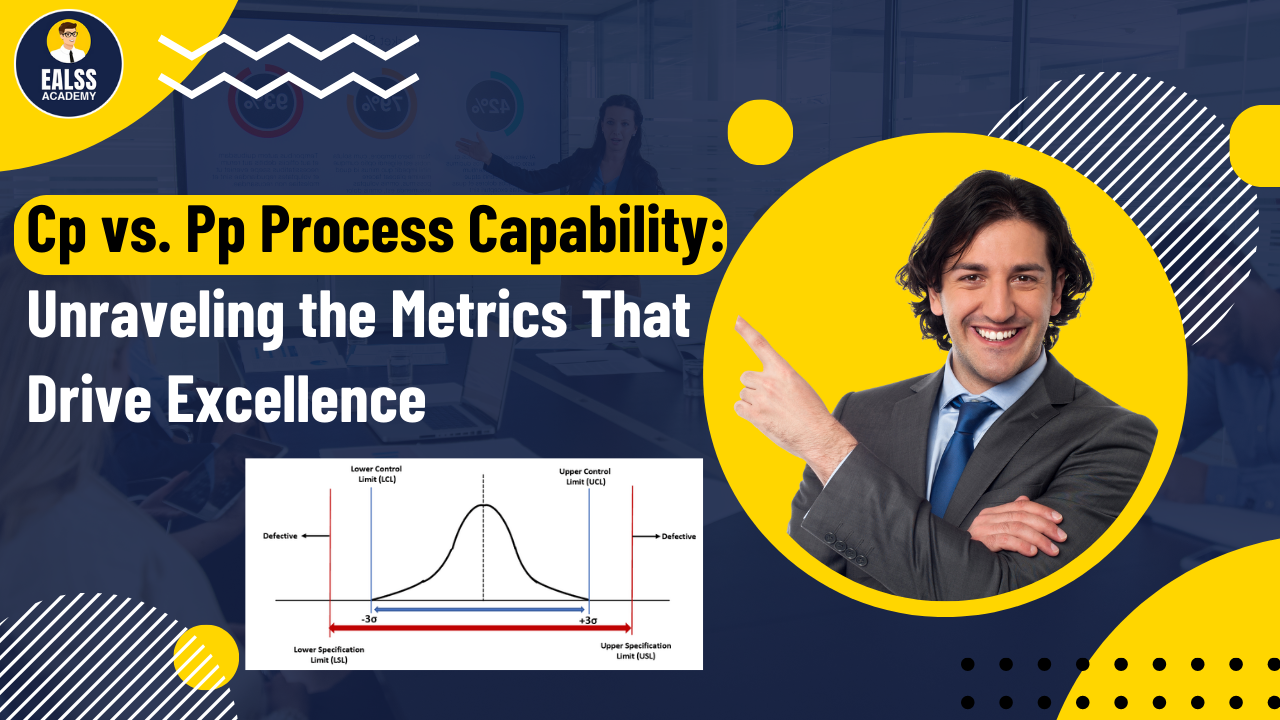
Picture a dartboard with a bullseye.
The bullseye represents your ideal target, and the rings around it are your tolerance limits.
Cp calculates how well your darts (outputs) are hitting the target. The formula for Cp is:
Cp = (USL – LSL) / (6σ)
USL: Upper Specification Limit
LSL: Lower Specification Limit
σ (sigma): Standard deviation of the process
If Cp is greater than 1, it means your process is capable of producing within the specified limits.
The higher the Cp, the better your process is at staying on target.
Pp: The Pantry’s Potential
Now, let’s talk about Pp, which stands for “Process Performance.”
Pp evaluates how well your process is currently performing based on historical data.
It’s like looking at your past cooking results to gauge your culinary prowess.
Imagine you’ve been cooking for a while, and you’ve recorded the distances of your darts from the bullseye (target) on the dartboard.
Pp uses this historical data to assess your process. The formula for Pp is similar to Cp:
Pp = (USL – LSL) / (6σ)
USL: Upper Specification Limit
LSL: Lower Specification Limit
σ (sigma): Standard deviation of the data
Here, sample standard deviation comes from your historical data.
If Pp is greater than 1, it indicates that your process has been able to produce within the specification limits in the past.
Like Cp, a higher Pp value is better.
When to Use Cp and Pp
Now that you understand what Cp and Pp are, let’s discuss when to use each of them:
Use Cp When Designing a New Process:
Cp is valuable when you’re designing a new process or making significant changes to an existing one.
It helps you ensure that your process is capable of producing within specifications from the get-go.
Use Pp for Process Performance Monitoring:
Pp is your go-to tool for monitoring how your process is performing over time.
It helps you assess whether your process is consistently meeting your specifications based on historical data.
Cp vs. Pp: A Summary
In a nutshell, Cp assesses the inherent capability of your process to meet specifications, while Pp evaluates how your process has performed in the past.
Both metrics are crucial for maintaining high-quality standards, but they serve different purposes in your Lean Six Sigma toolkit.
Remember, a Cp or Pp value greater than 1 is a good sign. It means your process is capable or has performed within the specification limits.
However, the higher these values are, the more efficient and reliable your process is.
So, whether you’re cooking up a storm in the kitchen or improving processes in your organization, understanding Cp and Pp will help you aim for perfection and hit the bullseye every time.
So why wait? Master Process capability and help your organization transform into a leaner, meaner, quality-producing machine!
Join our practical Lean Six Sigma with Minitab live training program & certification and learn under the guidance of the Lean Six Sigma Master Black belt expert.
Just click on the link and register and inside you will get all the details, then join our WhatsApp group to get updates on the next batch.
Every Saturday and Sunday the batches are going on so Join us and start your journey of becoming a Lean Six Sigma practitioner.


